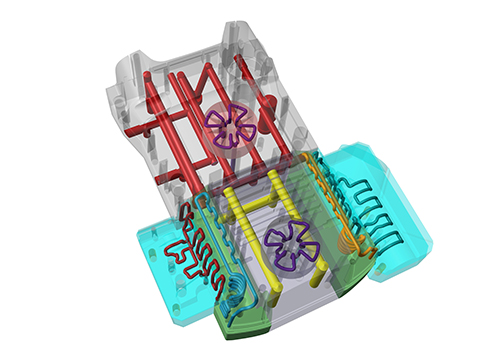
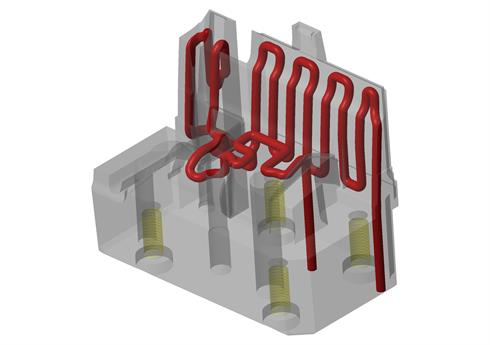
K__rcher pressure washer in use Alfred Kärcher (Kärcher) of Germany has reduced the cooling time of each plastic case by 55% by using a mold core with a conformal cooling function in its injection molding mold, which greatly improved the company's injection molding production efficiency. This special core is designed by Renishaw and produced using metal additive manufacturing technology. Obviously, one option is to add more injection molding machines. However, in the view of coordinator Leopold Hoffer, who is the head of the injection molding process at Kärcher's Obersontheim plant, he can increase the productivity by tapping the potential of existing equipment. “Our goal is to reduce the molding cycle from the original 52 seconds to between 40 and 42 seconds,†he explained. To this end, he contacted LBC Engineering, based in Pliezhausen, which was acquired by Renishaw in May 2013, seeking ways to reduce mold cooling time. Original design of K2 yellow back shell production mold New design of K2 yellow back shell production mold with conformal cooling function Based on the simulation results, Renishaw proposed a comprehensive improvement for Kärcher, pointing out that conformal cooling can be used to improve the temperature control of hot spots in the mold, so that the cooling rate of each part is more uniform and the overall cooling time is reduced. The modified mold design incorporates two additive-made cores that provide conformal cooling to a defined hot spot. K__rcher K2 pressure washer in production Traditional beryllium copper core Metal 3D printed steel core “Renishaw has provided us with perfect support. In this project, Renishaw is our right choice; in the future, when we need to design a closed contour temperature control scheme, I believe it will be our most suitable. Partner," concluded Mr. Hoffer. K__rcher K2 pressure washer 2 in manufacture For more information, please visit
Forged Thread Tee is after ingot or rod heating forging molding, then lathe processing.Tee divided into forging and casting in the production process,Forged Tee is after ingot or rod heating forging molding, then lathe processing. casting refers to the ingot after melting into the tee molds, let it cool down together, because different manufacturing processes, same size, forged tee pressure is high than thread tee.Tee main manufacturing standards are generally GB / T14626, ASME B16.11, BS3799.
Socket Tee,Double Socket Tee,Stainless Steel Socket Tee,Double Socket Levert Tees CANGZHOU HAOYUAN PIPE FITTINGS MFG CO.,LTD , https://www.pipefitting-china.com




Product:Threaded Tee
Size:DN6-DN150
Materials:A105,304,304L,316,316L,321, Q235,20#,16Mn,12Cr1MoV,F11,F22....
Pressure Level: 2000LB,3000LB (SCH80),6000LB (SCH160),9000 (XXS).
Standard:ASME B16.11,MSS SP-83,MSS SP -79,MSS SP-97,MSS SP-95,JIS B2316....
Crafts: Butt, Push System, Simmer
Connection: SW,BW,TR.
Package: Wooden boxes,Wooden pallets,According to customer requirements.
Brand Name: HY
Place of Origin: China (Mainland)
Certification: ISO.UKS.SGS.BV
Application: Chemical, Water, Oil and gas, Electricity

Renishaw's conformal cooling solution boosts injection molding efficiency
background
The high-pressure cleaners produced by Alfred Kärcher (Kärcher) in Germany have not only become the necessary cleaning equipment for many German households, but also are favored by users in the international market – these washing machines are distinguished by their bright yellow casing. Thanks to the powerful features and good reputation of the Kärcher pressure washers, both indoors and outdoors, more and more people use Kärcher products in their daily cleaning.
To meet the growing demands of the global market, Kärcher produces millions of compact washers every year. More than two million K2 standard high-pressure cleaners are shipped from Obersontheim's factory each year . However, even with such high production volumes, Kärcher is still unable to meet the full market demand.
challenge
One of the most recognizable features of the Kärcher washer is its bright yellow casing, but the casing is also one of the main bottlenecks in the production process. For example, the outer casing of the K2 series washing machine is produced by six injection molding machines, each of which can produce 1,496 outer casings per day, but this quantity is not enough for Kärcher because Kärcher has four assembly lines and the workers are divided into three shifts. Uninterrupted production, so the daily K2 high pressure cleaner assembly capacity can reach 12,000 units.
solution
“The first phase of the project is to obtain data on existing molds to determine if Kärcher’s goals are feasible,†recalls Carlo Hüsken, Knesch’s Renishaw project coordinator. Renishaw used the data provided by Kärcher to map the thermal image showing the injection molding process and then analyzed it using Cadmould® 3D-F simulation software. The results showed that the melting temperature of the plastic material was 220 ° C, the mold release temperature was 100 ° C, and the cooling time took up 22 seconds in the entire molding cycle of 52 seconds. The mold temperature was controlled with cooling water at a water flow rate of 10 liters/min and a temperature of 35 °C. Next, Renishaw focused on the hot spots detected during the thermal imaging process, as these areas directly lead to prolonged molding cycles and require further analysis. Using this data, Renishaw completed a data simulation with 20 molding cycles, including an analysis of the mold wall temperature.
According to Mr. Hüsken's suggestion, during the second simulation, Renishaw improved the temperature control on the nozzle side by adding two conventional cooling channels to the mold plate on the nozzle side to enlarge the mold plate. Cooling effect of beryllium copper threaded joints.
Subsequently, Renishaw conducted two additional simulations to evaluate the potential improvements that might be obtained when applying conformal cooling. Conventional mold cooling methods involve drilling holes in the mold to form a networked coolant passage. The geometry of the channels formed by the drilling method is limited. For simple molds, this cooling method can achieve the desired results, but for more complex molds, the cooling effect will be greatly reduced. In the form of a conformal cooling method, a metal additive manufacturing method is used, that is, such a core is processed layer by layer by means of additive means. The additive manufacturing method is very flexible, which means that the complexity of the coolant channel in the mold is almost unlimited. Under normal circumstances, the conformal cooling passages in the mold can maintain the same distance from the mold wall, so the cooling effect is more uniform; or in the area where the hot spots in the mold are concentrated, the density of the conformal cooling passages can be increased. The area provides faster cooling.
The simulation process shows that after the conformal cooling, the cooling efficiency of almost all hot spots can be effectively improved, and the temperature of the mold wall is reduced by as much as 70 °C.
Finally, in an area of ​​the mold that does not have enough space to set up the conformal cooling channels, Kärcher skillfully improves the product design to alleviate the molding cooling problem.
result
Renishaw used thermal imaging to check the effect of the modified mold design, confirming that the mold wall temperature can be lowered by 40 ° C to 70 ° C, and the cooling time can be reduced from 22 seconds to 10 seconds, a reduction of 55%. Volker Neu, head of the Kärcher injection molding technology team, also proved that the new mold design and the re-adjustment of some peripheral processes (filling system, processing system, etc.) can shorten the molding cycle from 52 seconds to 37 seconds. Now, the daily production capacity of each injection molding machine can be increased from 1,496 to 2,101.
Subsequently, Kärcher also improved the design of other molds. Renishaw used these additive manufacturing technologies to produce these cores with conformal cooling. Mr. Hüsken provided active support for Renishaw during the manufacturing process.
Mr. Hoffer was initially skeptical about the project. Now he said: “The results are better than expected. Renishaw sells us a complete improvement plan. They have conducted a comprehensive investigation and analysis of the molds we use to help us. Achieve optimal production efficiency."
Renishaw has always provided its customers with exclusive solutions based on a combination of various technical means. “In our case, it involves both conventional cooling technology and conformal cooling technology, which includes both conventionally processed coolant channels and cores processed by additive manufacturing, as well as cores. Vacuum brazing technology," he added, "using all of these technologies, we can work out the most suitable production solution."
Through this project, Mr. Hoffer gained important knowledge and experience. “In the future, we will pay more attention to molding cooling efficiency during the design phase,†he said. “In Kärcher, cooling efficiency calculations will become a key part of mold design. With this information, we can decide whether to use traditional cooling solutions or Shape cooling scheme."